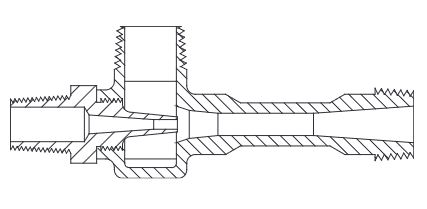
This supplement should be used in conjunction with S&K Bulletin 2M which describes the construction, operation, and application of Schutte & Koerting Water Jet Eductors (Ejectors).
Bulletin 2M also contains information on available types, sizes and dimensions. This supplement contains capacity data. If you do not have a copy of Bulletin 2M, request one.
For capacity data on the types of eductors offered, refer to the following index.


To determine capacities for sizes other than 1 inch, multiply these capacities by the proper capacity ratio factor noted in Tables 2 or 3 (for PVC, KYNAR, or Polypropylene Eductors).

Table 2. Relative Capacities of Water Jet Eductors, Types 264, 266 and 212.
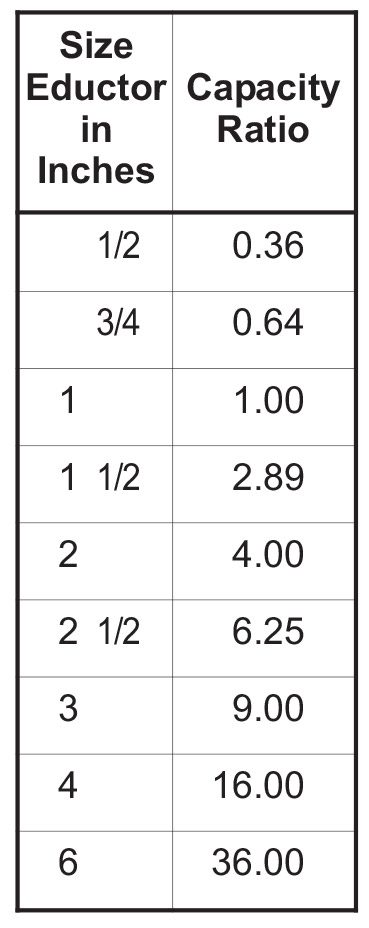
Table 3. Relative Capacities of Water Jet Eductor Made from KYNAR, Polypropylene or PVC, Fig. 264.

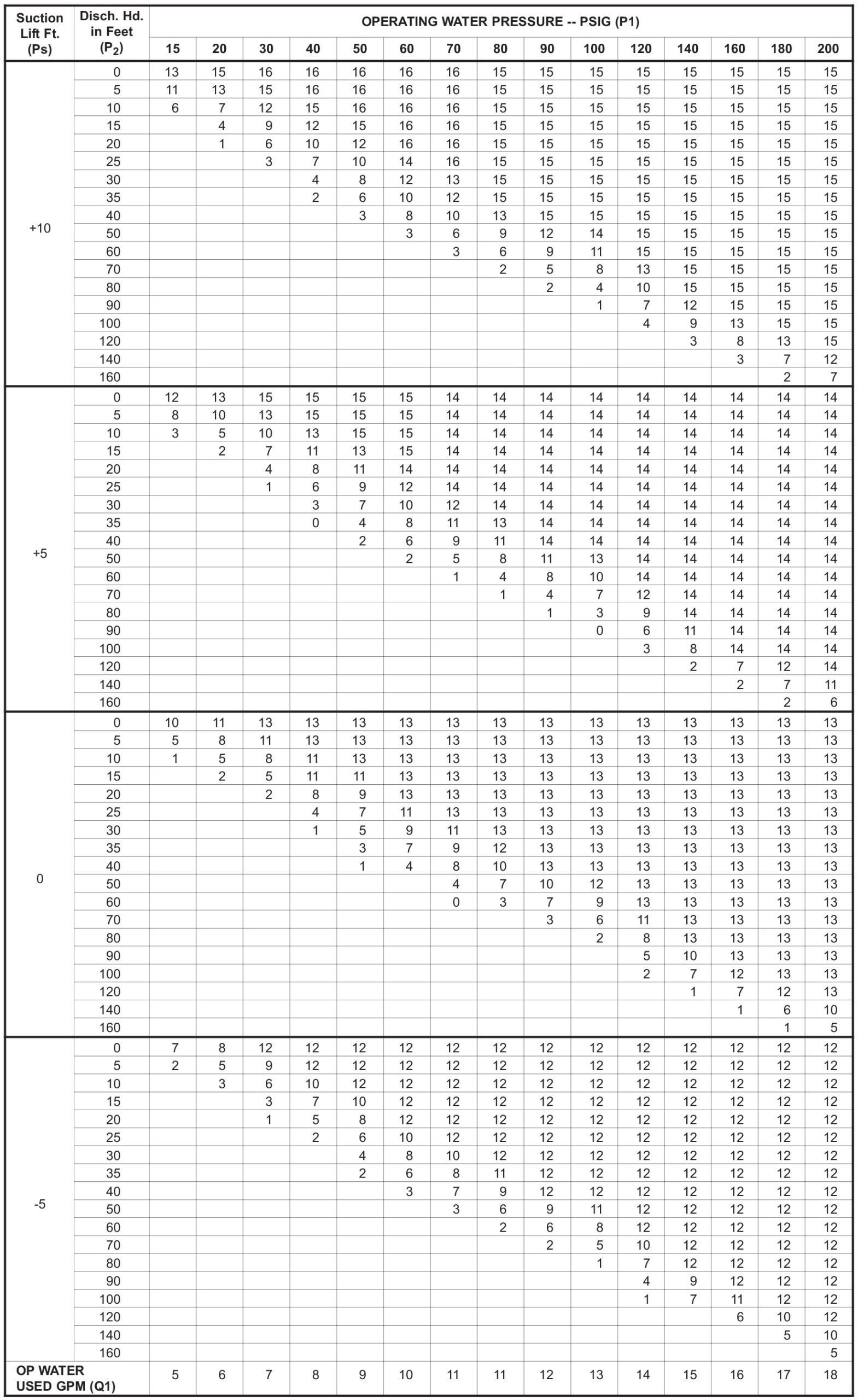

Table 265-3. Fig. 265LM Water Jet Eductor Capacity Factor

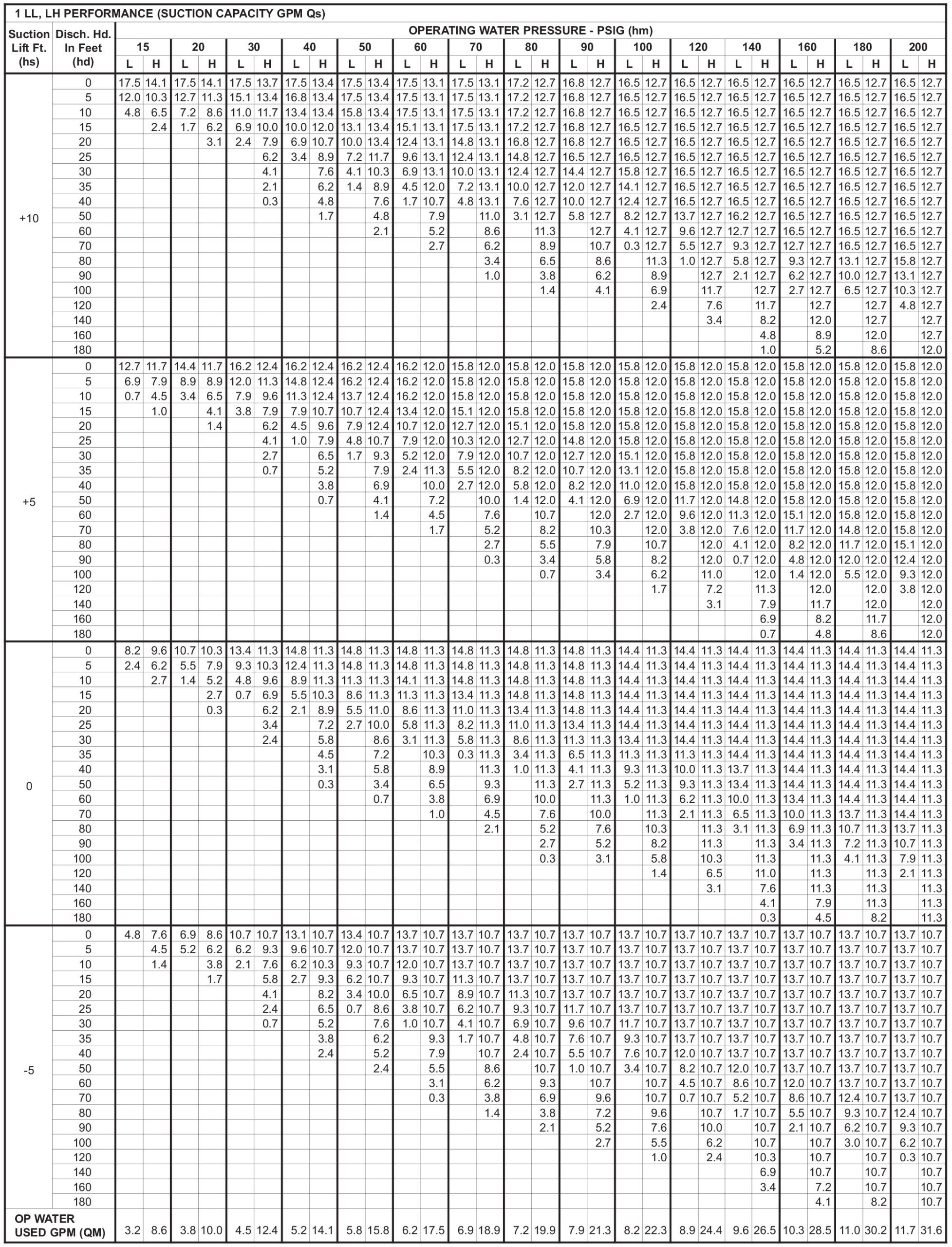

Table 265-10. Fig. 265LL & Fig. 265LH Water Jet Eductor Capacity Factor

*Note: Sizing information is based on water. If liquids are other than water please refer to “Determination of Operating Conditions for Fluids other than Water” on this page.
The following corrections are necessary to convert the above liquid to a water equivalent
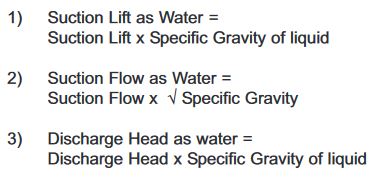
Note: For viscosity over 100 centipoise please contact the factory.
To determine capacities for sizes other than 1 inch, multiply these capacities by the proper capacity ratio factor noted in Table 5.

Note: Fig. 241 Mixing Eductors are built on special order for specific operating conditions. The table above is indicative of what is being accomplished in certain representative jobs. For capacity characteristics for your operation, please contact our engineers.

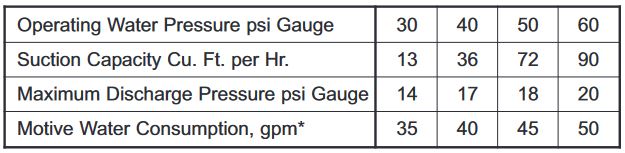
NOTE: For total discharge capacity, add suction and motive capacities.


Note: In order to select the number of eductors required, the volume of the tank in gallons should be divided by the number of minutes estimated for complete turnover. This rate, in gpm, divided by four will give the motive liquid flow requirement of a standard Fig. 268 Eductor. From the chart and the available operating pressure, the number of eductors required can be selected. For good practice, a minimum pressure drop of 20 psi should be maintained between the eductor inlet and the static pressure at the bottom of the tank.


To determine capacities for sizes other than 3 inch, multiply these capacities by the proper capacity ratio factor noted in Table 13.


To determine capacities for sizes other than 1.5 inch, multiply these capacities by the proper capacity ratio factor noted in Table 10.
*Based on using approximately 10% motive water through wash-down nozzles.
Note: Fig. 254 Eductors are built on special order for specific operating conditions. The table above is indicative only of what can be accomplished under certain conditions. For capacity characteristics for your operation, please contact our engineers.
Many more can be handled effectively.



(For capacities for other sizes, multiply by factor given in table of relative capacites, below.)
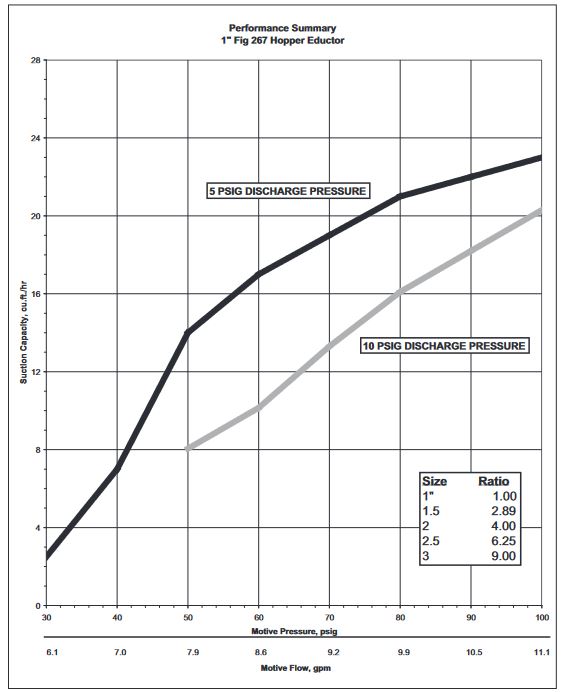
NOTE: Above based on 5 psig discharge pressure

(This nomograph is also suitable for approximate sizing of other types as well).

NOTE: In using the nomograph in connection with an application where the motive liquid is the greater in volume of two liquids, Fig. 242 Eductors are generally used. In applications where the suction fluid is greater, Fig. 264, Fig. 222 and Fig. 235 Eductors are generally used. Approximate sizes can be determined by selecting eductors with pipe connections appropriate to pipe sizes in Step 7 of Sample Procedure on page 12.
Performance Characteristics of standard and general purpose Water Jet Eductors can be determined from the tabular data included with the description of such eductors (Fig. 264, Fig. 224).
The following data and procedures can be used to determine approximate performance characteristics for those eductors which are individually designed to meet specific conditions. Using this procedure along with the nomograph above, the reader can determine whether or not an S&K eductor will perform a given job economically.
It should be noted, however, that the sizes of eductors noted in this bulletin are the sizes commonly manufactured by the company. Since it is possible to design, build, and supply other sizes, if conditions necessitate, it would be wise to submit your requirements to S&K before deciding that an eductor cannot do your job.
The results obtained from the procedure which follows are approximations. Final calculations should be made by Schutte & Koerting engineers who will then recommend to you the proper type and size eductor required to perform a given operation.
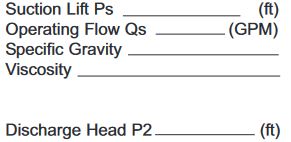
Suction Head = average suction lift during emptying of tank. (If suction fluid is not water, correct head to feet of water.) (Quantities have a negative sign because of the location of the datum plane.)

Assume a specific gravity for the discharge mixture if suction fluid is not water.
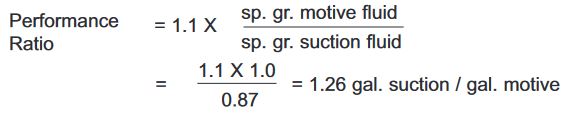
Using a sp. gr. of 0.93 (an average between the sp. gr. of Toluene and water) for discharge mixture, then:


(In this example suction head is a negative quantity because of the location of the datum plane. The governing vapor pressure is motive or suction whichever is higher.)


If this calculated sp. gr. of the mixture does not closely agree with assumed sp. gr. of the mixture (Step No. 2), the approximation should be repeated using the final specific gravity.
Using the final discharge flow approximation, refer to the chart below and calculate head loss for the appropriate pipe sizes. Expected head loss should be added to static heads and eductor recalculated.
Approximate sizes can be determined by selecting eductors with pipe connections appropriate to pipe sizes in Step 7.
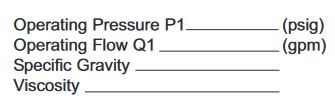
1.) Total Head (in ft. of fluid flowing): Total difference between suction head and discharge head as measured from the level of the suction liquid to the level of discharge required, including pipe friction.
2.) Total Operating Head (in ft. of fluid flowing): Total difference between the motive and suction heads – or, the total difference between operating pressure and suction head.
3.) Net Positive Suction Head (NPSH): The head available at the centerline of the eductor to move and accelerate suction liquid entering the eductor mixing chamber, (NPSH is the difference between the suction pressure and atmospheric pressure corrected for the vapor pressure of the motive or suction fluid, whichever is higher.)
4.) Performance Ratio: Ratio of suction flow to motive flow in lb. of entrained liquid per lb. of motive liquid.


This chart is based on Williams and Hazen Formula using a constant of 1.00 for ordinary Wrought Iron Pipe. For friction loss in other types of pipe multiply the chart reading by the factors below: