Schutte & Koerting has a century of experience in designing and building efficient jet vacuum ejectors. This vast experience allows S & K to handle virtually any jet ejector application—no matter how complex.
Steam Jet Ejectors are based on the ejector-venturi principle. In operation, steam issuing through an expanding nozzle has its pressure energy converted to velocity energy. A vacuum is created, air or gas is entrained and the mixture of gas and steam enters the venturi diffuser where its velocity energy is converted into pressure sufficient to discharge against a predetermined back pressure.
Jet vacuum ejectors are readily available in ductile iron, steel, stainless steel and, on special order, in many more materials such as Monel, Alloy 20, Hastelloy, Silicon Carbide, Titanium, Bronze and others. They can also be made from a variety of nonmetals such as Phenolic FRP (previously supplied as Haveg), Graphite and Teflon.
Steam jet ejectors are used in the process, food, steel and allied industries in connection with such operations as filtration, distillation, absorption, mixing, vacuum packaging, freeze drying, dehydrating and degassing. They will handle both condensable and non-condensable gases and vapors as well as mixtures of the two. Small amounts of solids or liquids will not cause operating problems. Accidental entrainment of liquid slugs can cause momentary interruption in pumping, but no damage to equipment.
All S & K ejectors are computer designed and type-tested to insure reliability.

The principal advantages of steam jet ejectors over other types of vacuum producing units are…
LOW COST. Pumps of the ejector type are small in relation to the work they do and their cost is low in comparison with other types of equipment.
NO MOVING PARTS. These units have no moving parts to adjust or repair.
SIMPLE, COMPACT CONSTRUCTION. Nothing could be simpler than a jet vacuum ejector. It consists of an expanding nozzle, a body, and a venturi (or diffuser).
RELIABILITY. Because of their inherent simplicity, these pumps are reliable. Maintenance requirements are simple and are easily accomplished.
CORROSION/EROSION RESISTANCE. Units can be made in practically any workable material to provide utmost resistance to corrosion and erosion. Standard models are supplied in a choice of materials as indicated in this bulletin.
EASY INSTALLATION. Relatively light in weight, jet ejectors are easy to install, require no foundations. Even multi-stage units are readily adaptable to existing conditions.
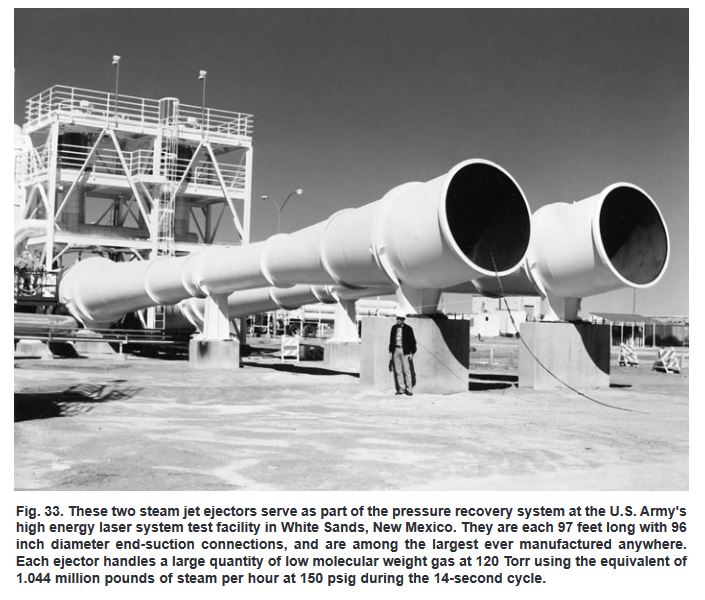
HIGH VACUUM PERFORMANCE. Steam jet ejectors can handle air or other gases at suction pressures as low as
three microns Hg. abs
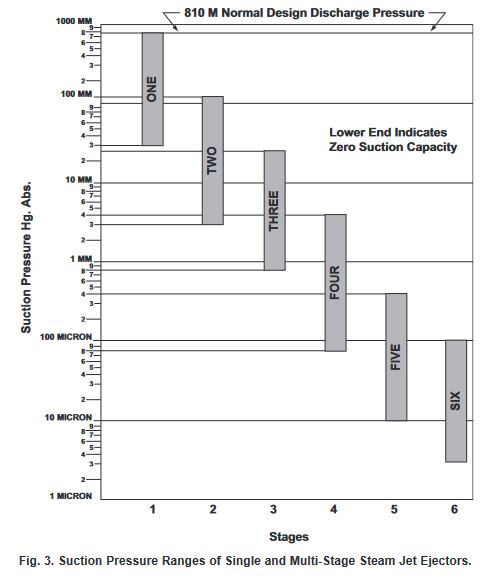
The graph, Fig. 3, shows the relative suction pressure capabilities of S & K Steam Jet Ejectors from single-stage through six-stage types. It can be seen that in some cases units overlap. When this occurs, a detailed comparison of initial costs and steam consumption should be made before making a decision as to the exact type required to meet specific requirements. S & K engineers should be consulted for their recommendations based on experience in many applications.
Single-Stage Ejectors are made in several models to meet various suction pressure requirements. Fig. 4 shows the range of suction pressure offered by each model. A feature of the standard S & K line is that users can select a size ideally suited for individual requirements. In addition, a new and carefully tested design provides far greater capacities than ever before available. The smallest size unit now covers a range that previously required two ejectors of earlier design.
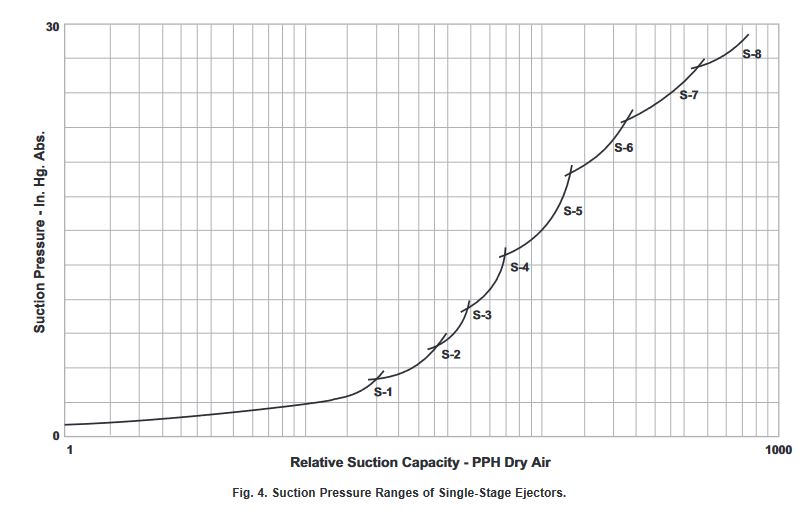
S & K Single Stage Ejectors are designed to cover a suction pressure range from 1″ to 30 ” Hg Absolute utilizing eight specific internals as shown in Fig. 4, page 3 and are used in applications of the types noted on page 1.
Each of the “S” types indicated will produce the most economical performance in its specific suction pressure range.
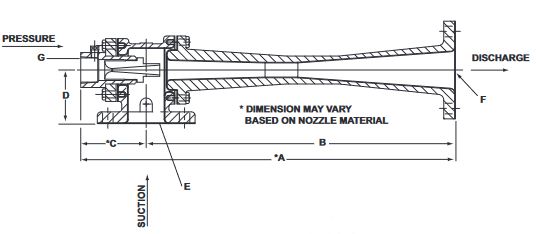
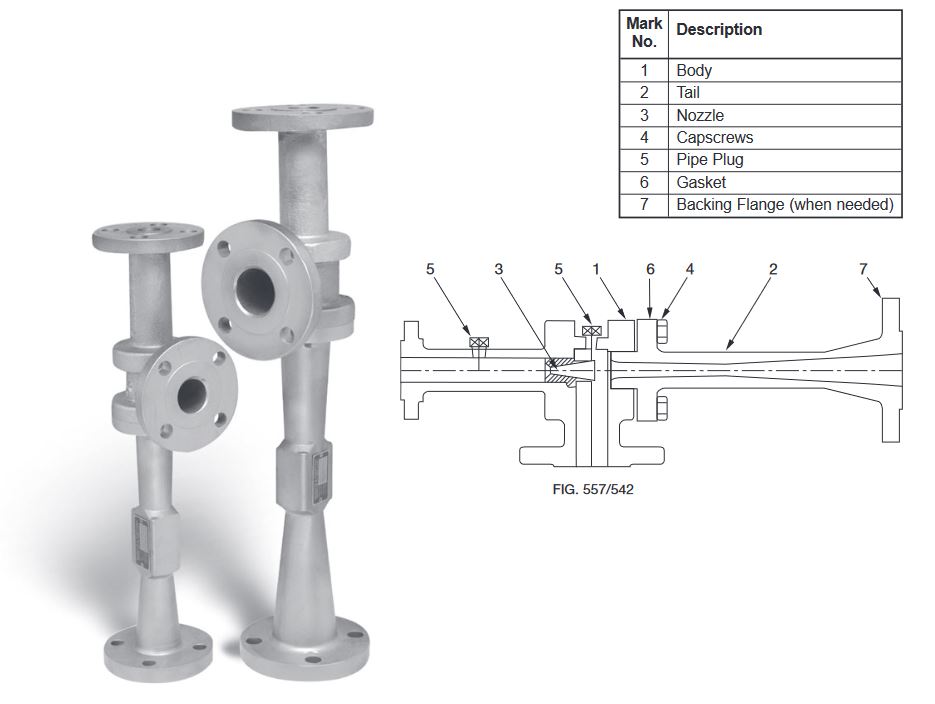
The standard Fig. 556 Single Stage Ejector comprises a converging-diverging steam nozzle, a body or suction chamber, and a venturi tail (diffuser).
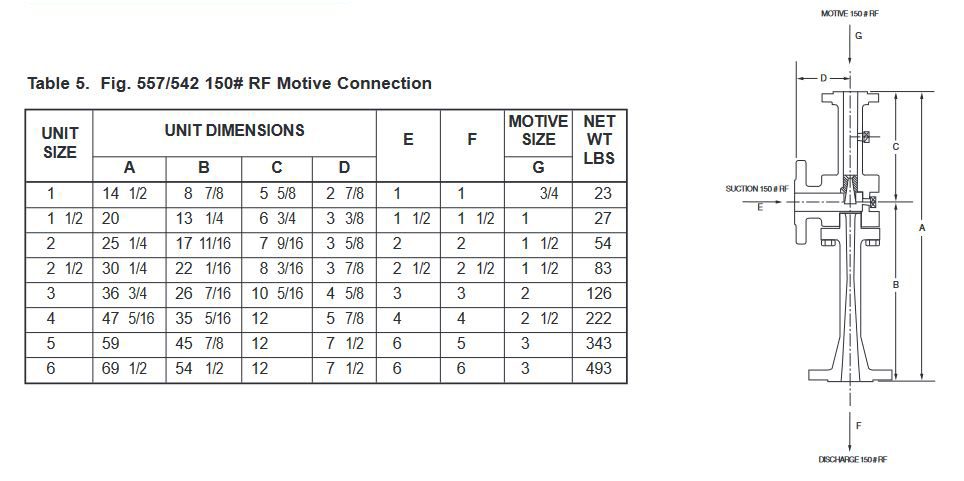
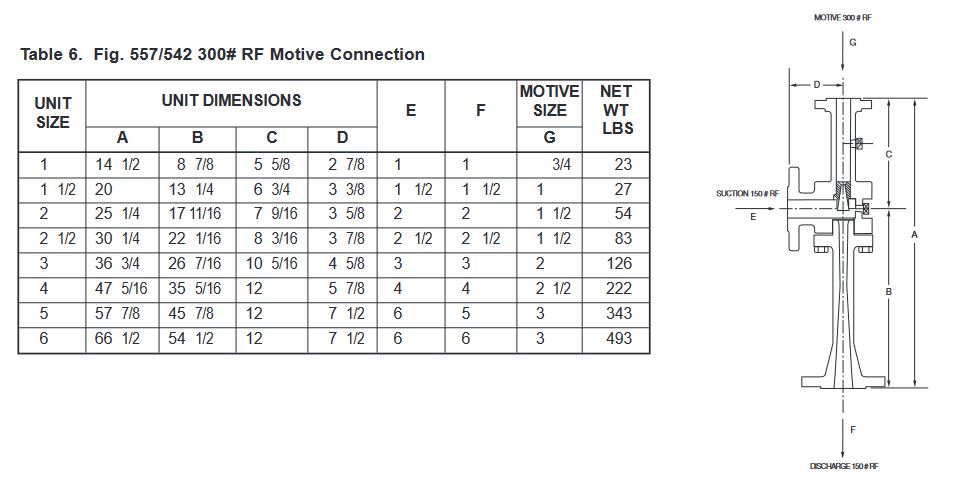
Sizes 1″ through 3″ are cast in ductile iron or stainless steel with Type 316 stainless steel steam nozzle. Sizes 4″, 5” and 6″ are constructed of ductile iron or stainless steel body but tails are fabricated from steel. Details of construction and dimensions are shown in Figures 6, and 7. The standard primary stage of a two-stage ejector system (page 11), designated as Fig. 541, is constructed in the same manner and externally follows the dimension in Table 1.
Sizes above 6″ are made to special order and are generally 100% fabricated.
Ductile iron has strength characteristics similar to steel while retaining many desirable features of cast iron. It is often used as a substitute for steel. Units, however, can be supplied in steel, stainless steel and other alloy utilizing barstock diffusers (see page 1).
S & K maintains sufficient parts inventory to assure component availability in all standard sizes in ductile iron and stainless steel for fast turnaround.
On special orders, ejectors can be supplied in Steel, Monel, Alloy 20, Hastelloy, Titanium, Teflon, Phenolic FRP (previously supplied as Haveg), Graphite (pages 5 and 6) and many other materials.


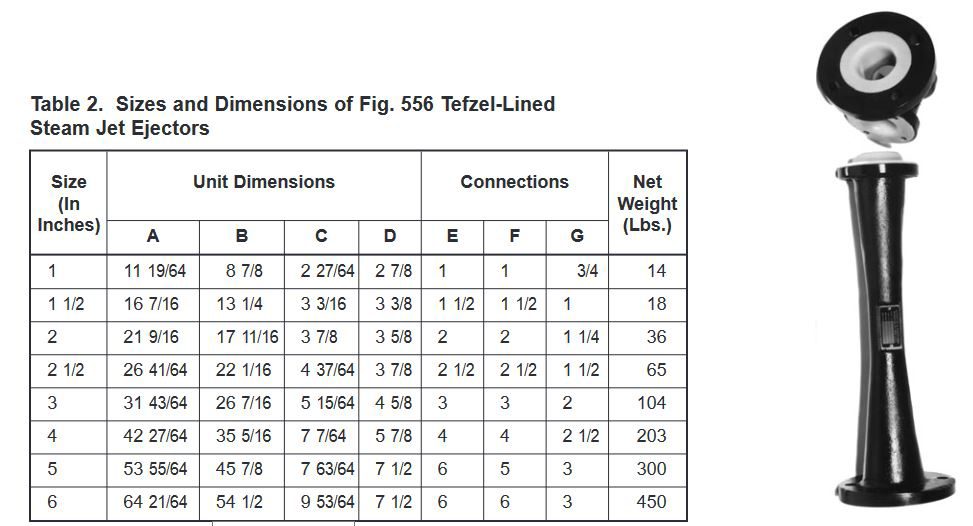
The Tefzel ® -Lined Steam Jet Ejector is designed for use in corrosive applications. The unit is available in standard sizes up to 6” and custom fabricated for larger sizes. This ejector is designed as an alternative to Phenolic FRP (previously supplied as Haveg) or graphite steam jets, which are typically fragile and prone to breakage during installation and operation.
This Steam Jet Ejector is fabricated with a SST steel body and diffuser lined with 100 mils of Tefzel ®. Tefzel®, created by Dupont, is a fluoropolymer resin that offers high chemical, abrasion and temperature resistance. Tefzel ® is inert to strong mineral acids, inorganic bases, halogens and metal salt solutions. Even carboxylic acids, anhydrides, aromatic and aliphatic hydrocarbons, alcohols, aldehydes, ketones, ethers, esters, chlorocarbons and classic polymer solvents have little effect on Tefzel®.
The Tefzel ® Steam Jet Ejector, as a single-stage ejector, is capable of suction pressure ranges from 1” to 29” hg abs. Multiple units can be staged together in condensing or non-condensing configurations to 5 stages and produce vacuum levels to 500 microns. The use of Tefzel ® -Lined ejectors in conjunction with carbon black condensers can provide a very economical solution for corrosion resistant vacuum systems.
The design of the ejector utilizes our standard ejector body and diffuser, which is over-machined and lined with 100 mils of Tefzel ®. This design provides for an ejector with exceptional corrosion resistance as well as mechanical strength. The motive connection has been modified from our standard design to accept a clamp-in steam nozzle that can be supplied in graphite or any corrosion resistant metal. The new ejector is available with 150# suction and discharge flanges and dimensions that match our standard ejector.
Schutte & Koerting can also supply complete corrosion resistant package systems utilizing our new Tefzel ® – Lined Steam Jet Ejectors in conjuction with corrosion resistant piping and condensers. Our experienced staff of design engineers will create a skid-mounted system with single point utility connections to meet your specifications. Once the system is assembled in our facility, it is moved to our Test Floor, where it is fully performance-tested to design conditions. Our state-of-the-art data collection system compiles the performance data during the entire test. This information is used to provide a certified performance curve and test data, which can be used in the field to verify process performance.
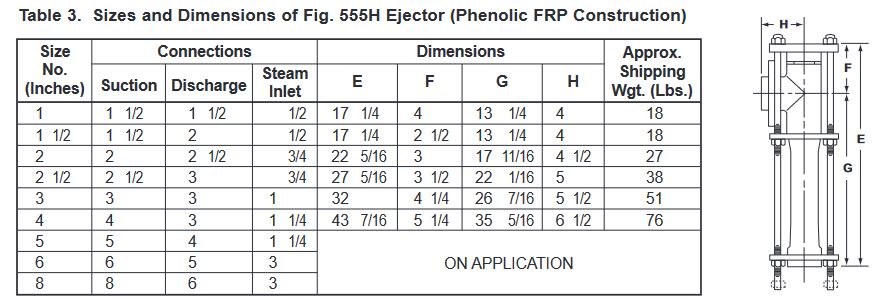
Designed for handling many solvents, as well as acids and corrosive vapors, Fig. 555H Steam Jet Ejectors are made from Phenolic FRP (previously supplied as Haveg) of various types. Phenolic FRP resists rapid temperature change and can be used continuously with temperatures as high as 265° F. It is durable and has excellent resistance to corrosion.
The standard unit is constructed of Phenolic FRP with a graphite nozzle. Phenolic FRP is a furfuryl alcohol-formaldehyde resin with a non-asbestos silicate filler and is used for body and diffuser. A high grade of impervious Graphite is used for the steam nozzle. Special applications may require a different grade of Phenolic FRP material.
The Fig. 555H Ejector has a one-piece molded Phenolic FRP body and diffuser – eliminating a joint between these parts, a steel steam chest and a steam nozzle of Graphite. The bolts holding the steam chest extend the full length of the exhauster and fasten to the exhaust pipe. This holds the body and diffuser in compression and eliminates any tendency of the diffuser to break away from the body.
Dimensions and sizes of 1” to 4” Fig. 555H Phenolic FRP Ejectors are shown below. Phenolic FRP is a plastic material which has been subjected to thermal processing and pressure. Jet ejectors made from this material in the grades available are tough and durable and are resistant to many acids, bases, and salts.

This type Steam Jet Ejector is designed to resist the corrosive effects of vapors from a large number of acid and salt solutions.
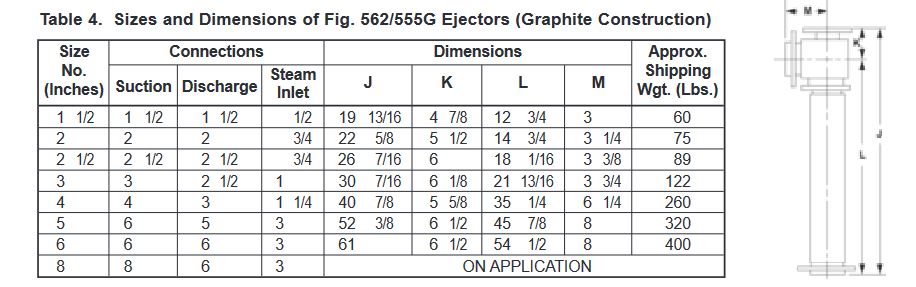
Specially constructed to make it non-porous and immune to the effects of the vapors mentioned above, this Single-Stage Ejector has a bronze steam chest, an impervious Graphite body, nozzle, and tail bushing. External fiberglass armoring (Fig. 555G), which will add strength and assist in withstanding the effects of corrosion, is provided in 4″, 5 “, 6″, and 8” sizes. (See Fig. 13.)
A number of features make the design of this ejector noteworthy. In addition, the Graphite is specially impregnated to avoid leakage.
The steam chest is equipped with a stainless steel steam strainer basket which is retained in place by a strainer plug. The strainer plug is fitted with a pipe plug for easy inspection of nozzle and strainer without removing steam lines or strainer assembly. This plug may also be used to connect a steam pressure gauge.
The diffuser and steam nozzle are accurately machined for maximum steam economy. Dimensions and sizes from 1 1/2″ to 6″ are shown below.

Staging of ejectors becomes necessary for economical operation as the required absolute suction pressure decreases (see Fig. 3, page 3).
Based upon the use of auxiliary equipment, two and three-stage ejectors can be either condensing or non-condensing types. Four, five and six-stage units can also be non-condensing, but usually are condensing types.
Condensing Type Ejectors (Fig. 16) have an intercondenser between ejectors that reduces steam consumption in later stages by (1) condensing first stage operating steam and condensable vapors; and (2) cooling the air and other non-condensables. The intercondenser may be direct-contact or surface type, arranged barometrically or low-level. Pages 11, 12 and 13 contain additional details on the Condensing Type Ejector.
When the condenser is mounted at barometric elevation, drainage is by gravity through a sealed tail leg so condenser and suction lines will not flood if steam service is interrupted or loss of vacuum occurs.
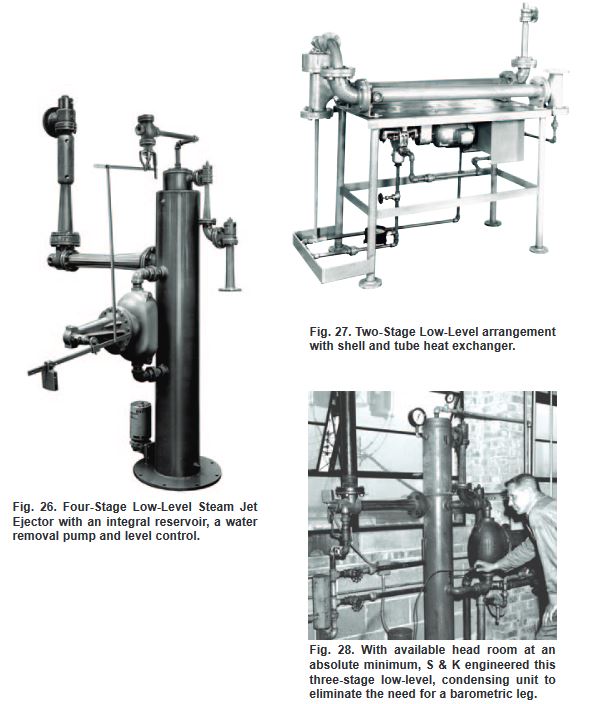
A ground-level arrangement suitable for many applications is shown on page 16, Fig. 26. This type of steam jet ejector is ideal for use when service conditions prohibit locating condensers at barometric height and direct contact condensing is permitted.
Non-Condensing Type Ejectors (Fig. 17) have the first stage ejector discharging directly into the suction of the second stage ejector and so on, using no condensers.
Compared to the Condensing Type Ejector, this arrangement imposes a greater load on subsequent stages, requiring more operating steam and larger units following. Non-Condensing Type Ejectors are used where condensers are not feasible, where initial cost is more important than operating cost, or when service is to be intermittent making operating cost a secondary consideration.
Both Condensing Type Ejectors and Non-Condensing Type Ejectors can be supplied with after-condensers. The aftercondenser condenses the operating steam and any condensable vapors before the non-condensables are discharged to atmosphere.
Except for units of low capacity or those used for intermittent service, condensing units are more economical in operation than non-condensing types, although initial cost may be higher. For photos of Multi-Stage Non-Condensing Ejectors, refer to page 15.


Two-Stage Steam Jet Ejectors have the same general field of application as the single stage units. They handle both condensable and non-condensable gases or vapors, as well as mixtures of the two. The general operating range is between 5″ Hg. abs. and 3 mm Hg. abs. Depending on conditions, however, a single-stage unit may be more economical at the top of the range and a three-stage unit near the bottom.
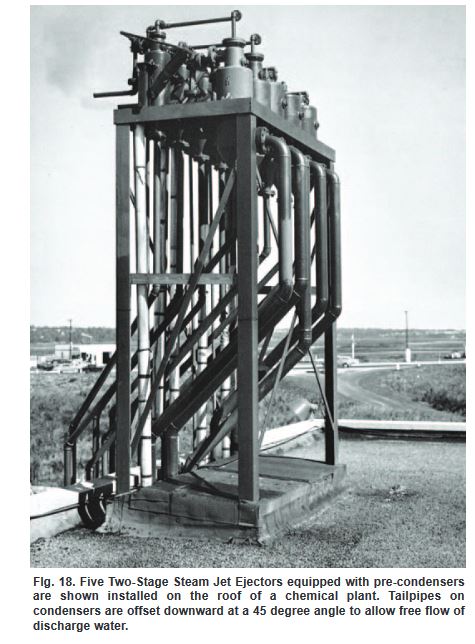
In the two-stage assemblies, the suction mixture enters the body of the primary stage, or High Vacuum (H.V.) Ejector, Fig. 541, and is compressed from the required suction to an intermediate pressure less than atmospheric. The secondary stage or Low Vacuum (L.V.) Ejector, Fig. 556 compresses from this point to atmosphere, or to a point where it is desired to utilize the ejector discharge.Exact value of the intermediate pressure varies with the operating conditions and the type of two-stage assembly.The units have been designed for optimum inter-stage pressure. In condensing units, the inter-condenser functions as previously described. This reduces the load on the low vacuum ejector and reduces steam consumption. The intercondenser may be a direct-contact barometric type,a low level type, or surface type. These are discussed in more detail on pages 13, 15 and 16. In small size units, and where cooling water is not economically available, the intercondenser may be eliminated, resulting in a two-stage non-condensing unit. When the suction load contains a large amount of condensable vapors, it is sometimes possible to use a surface or direct-contact pre-condenser, or pre-cooler to reduce the load on the first stage ejector (Fig. 18). Also, if it is objectionable to discharge the low vacuum exhauster directly to atmosphere, an after condenser can be used to condense the steam and other condensables, as well as lower the noise level. Direct-Contact Condensers for this function are described in Bulletin5AA. Non-condensing two-stage units can be used when conditions warrant this type of arrangement. A typical arrangement is shown on page 15.
Three-Stage Ejectors are recommended for applications where a two-stage unit will not provide low enough suction pressure economically. Applicable range is from 26 mm Hg. abs. to 0.8 mm Hg. abs. but economics might dictate use of a Two-Stage Ejector at the upper part of the range and a Four-Stage Ejector at the lower end.
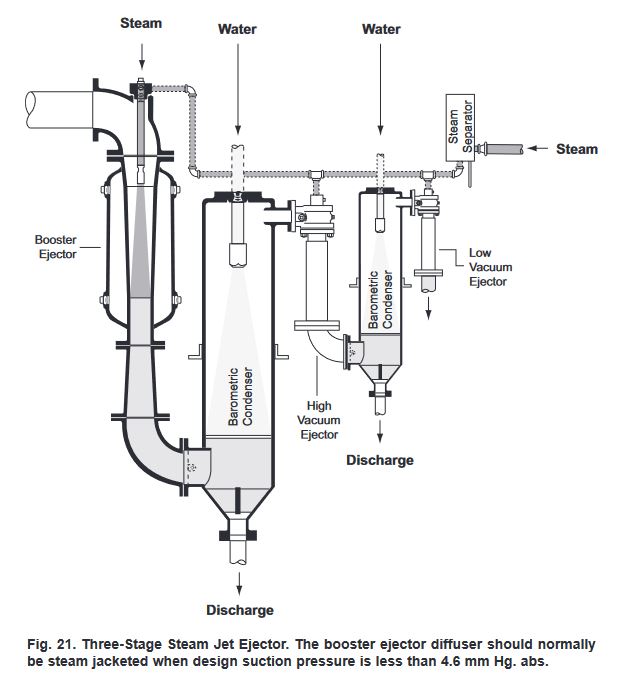
Three-Stage Condensing Steam Jet Ejectors consist of a booster ejector, a booster condenser, and a Two-Stage Ejector consisting of a high-vacuum ejector, intercondenser, and low vacuum ejector. In some applications another condenser (after-condenser) can be used at the low vacuum ejector discharge.
The type condensers can be direct contact or surface type arranged barometrically or low level. (See pages 11, 15 and 16).
The most economical type of three-stage ejector system uses direct-contact, barometric, countercurrent condensers which permit gravity drainage of the condensate and condensing water and eliminate the need for removal pumps. In cases where it is not possible to install the unit at barometric height (about 34 feet), the low-level arrangement (Fig. 26, page 16) can be used. In instances where contaminants are introduced into the condensers and cannot be discharged directly into drains, surface condensers are used to prevent discharge to drains and permit recovery or treatment of the contaminants.
In condensing units, the booster ejector operates at very high vacuum and discharges into a booster condenser. Process and booster ejector steam is condensed and the air and non-condensables are cooled and pass over to the second stage ejector. This continues through to the last stage (low vacuum ejector) where they are compressed to atmosphere or, if desired, into an aftercondenser. Cooling of non-condensables reduces the load on succeeding ejectors and minimizes steam consumption.
In general, units with direct-contact condensers require less steam and cooling water than do those with surface condensers.
Three-Stage Ejectors can also be of the non-condensing type. They consist of a booster ejector, high-vacuum ejector, and low-vacuum ejector, each connected to the other by piping. From the third stage, discharge is made to atmosphere or to a point where it is desired to utilize the ejector discharge.
Multi-Stage Ejectors have applications similar to those described on page 1 of this bulletin. These units are used for applications where required suction pressures are beyond the range of the ejectors previously described. Generally, suction pressure ranges are as follows (note overlap in bar chart. Fig. 3, page 3):
Four-Stage Ejectors—4 mm Hg. abs. to 75 microns Hg. abs.
Five-Stage Ejectors—0.4 mm Hg. abs. to 10 microns Hg. abs.
Six-Stage Ejectors—100 microns Hg. abs. to 3 microns Hg. abs.
The four-stage unit consists of (1) a primary booster ejector; (2) a secondary booster ejector; (3) a high vacuum ejector; (4) a low vacuum ejector; and (5) usually two condensers—one after the secondary booster ejector and the other between the high vacuum and low vacuum ejectors. The condenser between the high and low vacuum ejectors is sometimes omitted, depending upon application requirements. Direct contact or surface condensers, arranged barometrically or at ground level, can be used. The four-stage is similar to the three-stage unit except that another booster ejector is added. In the four-stage, the primary booster is steam-jacketed to prevent build-up of ice on the diffuser internal bore.
In operation, the booster ejectors operate in series and discharge into a booster condenser, which removes the operating steam and condensable gases. From this point operation is similar to the two-stage ejector. Final selection and arrangement of four-stage units will depend upon specific requirements.
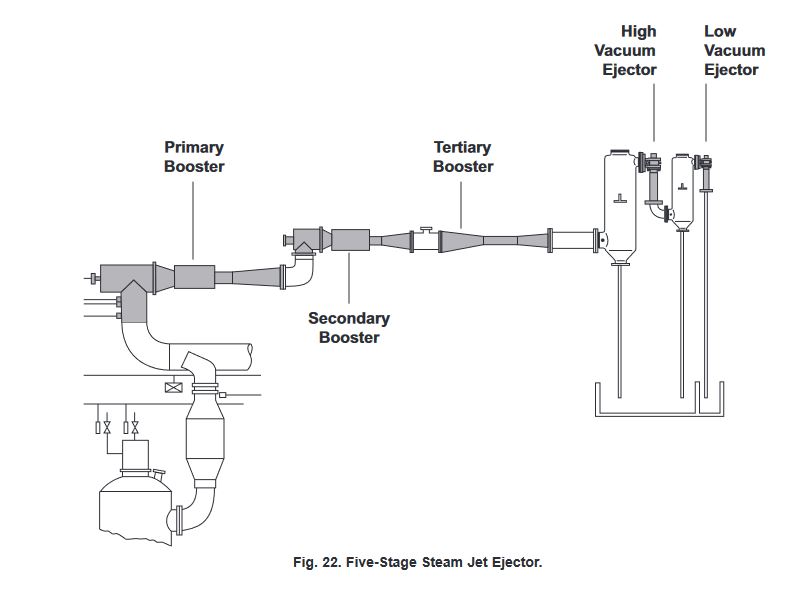
A typical Five-Stage Ejector is shown in Fig. 22. The five and six-stage units are similar in appearance to the four-stage ejector except that additional booster ejectors are added. Suction pressure ranges are as indicated under “application.” The first two stages of these units are usually steam-jacketed.
While four, five, and six-stage ejectors are usually condensing types for reasons of efficiency and operating economy, it is possible to employ non-condensing types. Refer to S & K for information on operating characteristics of such units.
Ejectors:
Multi-Stage Vacuum Systems for Power Applications are developed for the power industry for air removal from main turbine condensers. Due to their large sizes and capacities, these systems are also applicable to the chemical, petrochemical, petroleum, pharmaceutical, food processing, and metal refining industries. These systems may also be modified for geothermal applications where high levels of H2S (hydrogen sulfide) and non-condensable gases in the motive and suction streams call for special materials and design considerations.
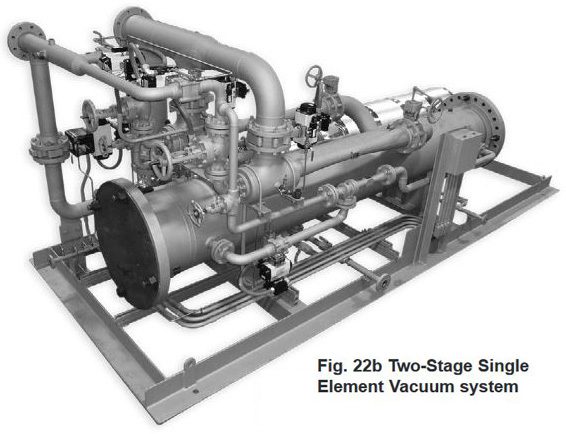
Vessel evacuation and vacuum conditions are achieved by two steam jets operating in series. These jets are specifically designed to handle the rated capacity of the standard units or per customer requirements. Variations in the standard system set up, i.e., twin element, 200% condensers etc., does not impact the standard sizing of the steam jets since each jet in a twin element system handles 100% of the design load. Other capacity combinations (e.g., 40 – 60% ejectors or 2 – 75% ejectors, etc.) may be accommodated upon request.
Condensers:
Every Schutte & Koerting standard two-stage vacuum system is supplied with a shell and tube intercondenser and aftercondenser. The condensers are responsible for removing all steam utilized by the steam jets and exhausting the non-condensable load from the vessel source. The condensers are thermally guaranteed and mechanically guaranteed per ASME Code Section VIII, Division 1 and TEMA C, Type BEM (Connect Heads & Fixed Tubes) requirements. Other TEMA classes, types and codes are available upon request.
All condensers are designed utilizing a fouling factor of 0.001 on both the shell and tube side of the condenser. Cooling water temperature is set at 100°F and maximum pressure drops are 10 psia on the tube side and 0.1 psia on the shell side. Larger fouling factors and various cooling water temperatures can be accommodated upon request. System condensers are designed to utilize cooling water in series with inlet to the intercondensers and discharge from the aftercondenser.
Hoggers:
When starting a turbine, it is desirable to reduce the condenser pressure from atmospheric to a lower pressure quickly. This can be accomplished by utilizing a hogger ejector. The capacity of the hogging ejector is dependent upon the effectiveness of the turbine gland seals, the volume of the condenser shell and the turbine casing, as well as the time desired for a specific pressure reduction.
Hogging jets use large quantities of steam; but are only in operation for startup. When a desired vacuum is achieved, the hogger is shut off and the staged jet system starts. The hoggers typically do not discharge to a condenser and are normally supplied with a silencer.
Associated Equipment:
Advantages:
All S&K steam jets:
Disposal of contaminated water is of growing concern in process operations, particularly in the chemical industry. Where an ejector system is drawing in contaminants, a condenser that discharges directly to the drain may not be used. In these applications, ejectors using surface condensers are being utilized more. The surface condenser prevents discharge to the drain and permits recovery or treatment of undesirable wastes.
A steam jet system with surface condensers normally requires more motive steam and condensing water than one with direct-contact condensers. This is the most expensive type of multi-stage ejector. It can be mounted at barometric elevation, but does not require this type of installation.
A typical multi-stage unit with twin ejectors for each stage and surface type inter – and aftercondenser is shown in Fig. 23. The purpose of the twin ejectors is to provide a spare set of ejectors that can be brought into service in case repairs are necessary on the other set. Isolating valves are used to allow removal of an ejector without breaking vacuum.
In certain applications, the twin ejectors are selected to provide more flexibility of operation under varying load conditions. In this case, each ejector for each stage would be sized to handle only half the load, so that the unit could operate at half-load with only one ejector operating in each stage.

Shown are several examples of multi-stage non-condensing ejectors. This arrangement is generally utilized in situations where a barometric leg or cooling water is not readily available for an inter-condenser. They also can be furnished in Phenolic FRP or Graphite construction for corrosive applications. Non-condensing ejectors provide the lowest initial capital equipment investment for multi-stage systems.

Low-Level Ejector Systems have applications similar to those described on page 15. In cases where it is not possible to install the condensing portion at barometric height (34 feet), special designs can be used for “direct-contact” (Fig. 26) and “shell and tube” (Fig. 27) type low-level units. These units can be supplied as two-stage through four-stage systems ready for operation at job site simply by providing steam, water and electrical connections.
This type uses a direct contact condenser with an integral reservoir and a float-operated water control valve to maintain a constant operating head above the condensate removal pump. Since heat is introduced by the process, it is necessary to maintain proper condensing water temperature by providing appropriate bleed and make-up water.
Standard shell and tube heat exchanger and a pump operated water jet ejector are installed below the exchanger to remove condensate. The condensate removal system does not need make-up cooling water after initial operation.
The steam jets supplied on both low-level types are the same as supplied for barometric installations.
Selection of suitable materials for the specific pumping application is an important consideration. To insure minimum maintenance and replacement costs, Multi-Stage Steam Jet Ejectors are available in many corrosion resistant materials. Figures 29 and 30 show units made of Phenolic FRP and Graphite. See page 2 for other special materials. Condensers are frequently made of polyester fiberglass or steel with neoprene lining.

If large condensable vapor loads must be handled, such as those from an evaporator or crystallizer, it is normally done with a condenser followed by a single-stage or two-stage ejector. The condenser condenses the vapor and the secondary unit removes the saturated non-condensables and maintains the vacuum.
The vacuum obtainable in a condenser is limited by the vapor pressure of the injection water. If a higher vacuum is desired, a Steam Jet Booster is provided to increase the vacuum to the desired point. Boosters like this are used in multi-stage units. The booster ejectors are large in proportion to the other ejectors because of the magnitude of the vapor load they handle.
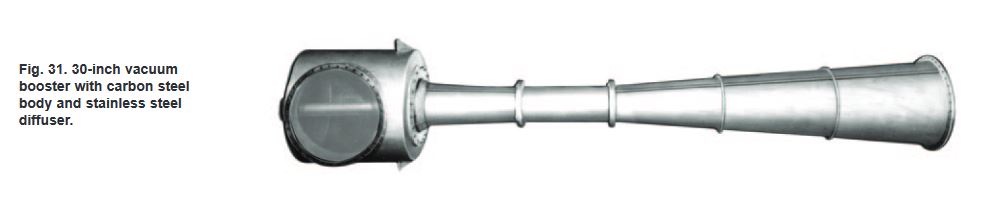
The function of the Steam Jet Vacuum Booster is to compress the condensable and non-condensable vapors from the suction vacuum to the intermediate vacuum maintained in the condenser.
Fig. 31 shows a typical Steam Jet Vacuum Booster and its construction. The vacuum booster is made of fabricated steel and has a nozzle which can be easily removed for examination or cleaning without dismantling the booster body or pipe connections. The nozzle can be cast or fabricated of special materials if necessary.
The Fig. 533 Vacuum Booster is designed to handle large quantities of condensable vapors plus relatively small quantities of non-condensables in a pressure range of 5 to 25 mm Hg. abs.
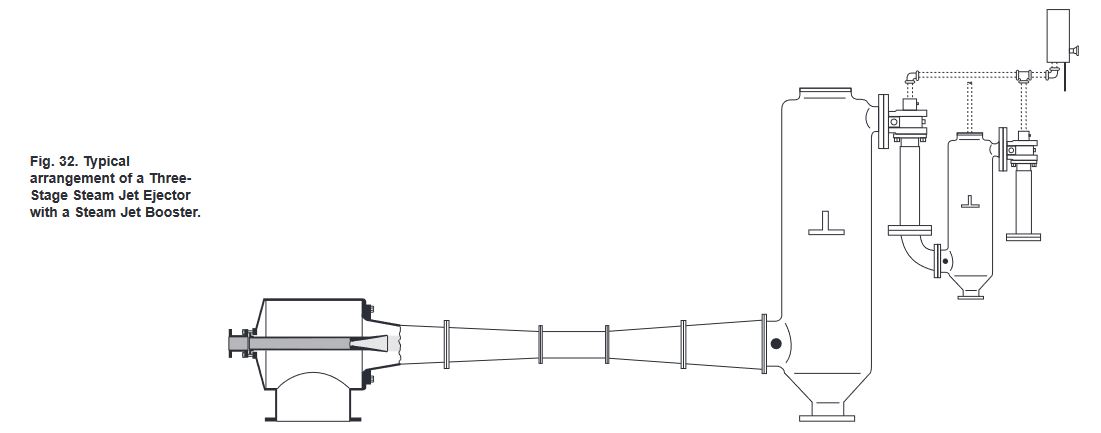
Fig. 32 shows a three-stage unit with a Steam Jet Booster exhausting into a barometric condenser. Similar arrangements are used extensively for vacuum distillation in oil refineries and for other chemical processes, as well as for concentrating and crystallizing liquids. Such an arrangement is also used to remove vapors from a flash evaporator of a steam jet refrigeration system.
The Jet Vacuum Booster is designed to operate with steam pressures as low as 5 psig. In operation, the steam issues from the nozzle and creates a vacuum in the booster body. Suction steam and vapors are drawn into the booster and entrained by the operating pressure steam then discharged into the booster condenser where steam and condensable vapors are condensed.
All ejector nozzles are designed for a specific steam flow and pressure. This pressure must be maintained to insure stable and satisfactory operation. Should the steam pressure drop below the design pressure, the vacuum will drop and the stability of performance will be upset. It is, therefore, of the utmost importance when ordering an ejector to specify the minimum steam pressure available at any time at which the apparatus may have to operate.
Should the steam pressure be increased above the design pressure, the ejector will operate satisfactorily with only a slight decrease in capacity and with an increase in steam consumption in direct proportion to the increase in the absolute pressure. Where the operating steam pressure is likely to vary over a wide range, we recommend the installation of a suitable pressure regulating valve in the steam line. Since moisture in the steam will cause excess wear and erratic operation, a steam separator is recommended.
Standard ejectors are designed to operate against a back pressure not exceeding 1 psig. It is possible, however, to design them to operate against higher back pressures, depending on the vacuum to be maintained and the available operating steam pressure. However, ejectors should not be operated against a back pressure higher than that for which they are designed.
Following are precautions to use in connection with steam jet ejectors:
The following gauges are recommended for use with the vacuum pressures noted:
In order to select the type, size, and capacity of exhauster to meet specific requirements, the following information should be supplied with inquiries: