Introduction
Schutte and Koerting manufactures several types of jet apparatus for heating liquids. This bulletin covers relatively small units for tank and pipeline applications. Pipe connection sizes range from fractions of an inch to 8 inches. Other jet apparatus for heating liquids includes: steam jet syphons, detailed in Bulletin 2A; and low-pressure, high-capacity steam heaters, detailed in Bulletin 3A-HC.
Steam Jet Heaters utilize the jet principle to mix steam with a cold liquid uniformly. Operation is efficient because the heat in the steam is absorbed by the liquid being heated to approximately 10% of liquid saturation temperature. The jet action produces agitation and circulation, eliminating the need for other equipment to accomplish these functions in most applications.
Basically, all of these Jet Heaters have a nozzle or orifice arrangement, a diffuser, and body (which in some cases consists only of bracing to hold nozzle and diffuser in position). In operation, jet heaters use steam (or steam and water under pressure) as the motive force to entrain, mix with, heat, and pump (or circulate) the suction liquid.
Two types of steam jet heaters are included here, “tank” types and “pipeline” types. Tank type heaters are designed to be submerged in liquid in a heating tank or vessel. In addition to heating, tank type heaters circulate the liquid so that heating is uniform throughout the vessel. Pipeline types are made for installation directly into pipe lines. The designs on this page are described, in detail, on the pages noted.


Quiet Heaters: Mixes steam, atmospheric air, and water to reduce the noise and vibration associated with tank heating by steam. Suitable for low pressure steam applications. See page 4.
Sparger Nozzles: Made for threading in sparger pipe installed along the bottom of tank. Are recommended for use where it is desirable to start heating from a shallow level, where agitation and uniform heating are required over a large, shallow tank area, where presence of solids in liquid might tend to clog other types. See page 6.

Circulating Heater: Designed for use where heating and strong directional circulating action in open tanks is desired. See page 8.
Slurry Heater: Ideal for steamheating slurries. Used in cooking grain, mash, starches and for pumping semi-solids. Simple design and easy to install. See page 10.

Simplex Heater: Provides low cost in-line heating of process liquids by directing steam injection. See page 12.

Continuous Heater: Made for direct connection to water and steam lines. Has spindle for regulating water flow. Also supplied as “Instantaneous Heater” with special lever and cock arrangement for producing immediate supply of hot water. See page 14.
Application
Quiet Heaters are designed to heat liquids in tanks by condensing steam in the liquid and by causing circulation of the steam-heated liquid within the tank. These heaters employ entrained atmospheric air to reduce the loud noise usually associated with the introduction of steam into cold liquids.
Construction
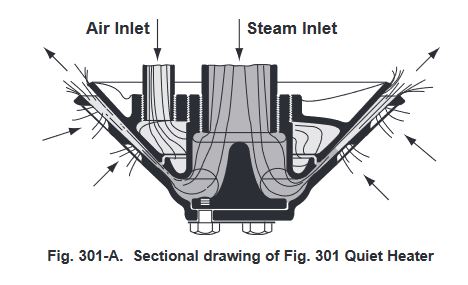
Fig. 301 Heaters are constructed as shown in Figs. 301 and 301-A. Connections are provided for a steam pipe and an air pipe. The orifices around the outer core are inlets for the tank liquid.
Standard heaters are usually supplied in bronze or cast iron. However, they can be made in a variety of materials if various corrosive conditions so require. Many sizes and materials are available from stock. For sizes, weights, and dimensions, see the table on page 5.
Operation
Quiet Heaters mix high velocity steam and atmospheric air with water to reduce the noise and vibration characteristic of the release of steam in cold liquid. Atmospheric air, entrained by the steam as it passes through an annular nozzle, cushions the steam bubbles and prevents their sudden collapse as the steam condenses. This reduces the loud cracking noise usually accompanying this process to a low hum. In addition, the air increases agitation of the liquid.
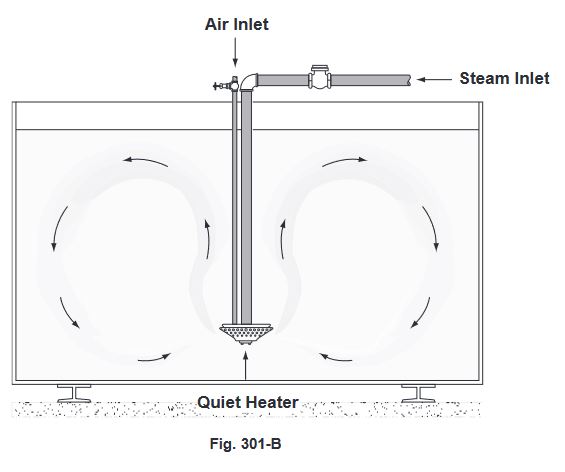
A steam pipe, and an air pipe which extends above the liquid level, are connected to the center of the heater. Steam passes from the pipe through an accurately designed annular expanding nozzle, formed by two concentric cones, and issues at a high velocity. The entrainment action of the steam jet draws in atmospheric air through the air chamber, as well as liquid from the tank. The condensing steam heats the liquid and the jet discharges from the heater with sufficient force to circulate the contents of the tank – providing quick, even heating.

Installation
Usually, these heaters are placed near the tank bottom to obtain maximum circulation. Steam pressure must be high enough to overcome submergence, yet not so great that live steam escapes from the surface of the liquid. The steam pressure can be set by a valve in the steam supply line to provide the liquid temperature desired. The air line should be equipped with a valve at its inlet so that the air can be throttled if agitation is greater than required. Compressed air may be used if additional agitation is desired. A standard installation is illustrated in Fig. 301-B. Where required, many special arrangements can be made to meet requirements.
Sizes and Capacities
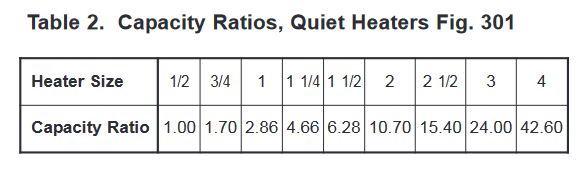
The heating capacity of Quiet Heaters depends upon their size and the pressure of the operating steam. Steam pressures up to 100 psi gauge are normally used. Higher operating pressures cause excessive agitation and splashing while operation at pressures below 15 psi gauge is not recommended since objectionable vibration may occur.
To estimate the size of a Quiet Heater required for a specific application, multiply the quantity of liquid (in pounds) to be heated by the number of degrees F. the temperature is to be raised. The result, divided by 1000, gives total pounds of steam required when liquid is similar to water. Divide this figure by the time in minutes allowed for heating and the pounds of steam per minute is obtained. The calculated “heating capacity” divided by the “heating capacity” from Curve A for the same steam pressure will give the capacity ratio. This ratio, referred to in Table 2, will indicate the size of the heater required.



Application
Sparger Nozzles are used instead of drilled holes in sparger pipe because these nozzles require fewer pipe openings and can improve circulation which provides more uniform heating.
Fig. 314 Sparger Nozzles are designed to be submerged in the liquid to be heated. Heaters of this type are recommended for use in cases where it is desired to start heating from a shallow level, where uniform agitation and heating is required over a large, shallow tank area, where steam pressures are low, and where solids in the liquid might tend to clog the small passages in other type heaters.
Construction
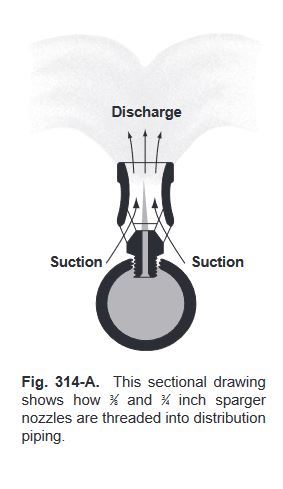
Fig. 314 Sparger Nozzles are cast in one piece and are made in the five sizes noted in Table 3, page 7. The 3⁄8 and 3⁄4 inch sizes have male threads for threading into tapped distribution piping as shown in Fig. 314-A. The 3⁄8 and 3⁄4 inch sizes are stocked in cast iron, bronze and Type 316 stainless steel.
The 1 1⁄2, 2, and 3 inch sizes are made with female thread connections for threading on nipples welded in the distribution piping. The 1 1⁄2 and 2 inch sizes are stocked in cast iron, bronze, and Type 316 stainless steel. The 3 inch size is stocked in cast iron and stainless steel.
All sizes can be made in other machinable materials if corrosive conditions so require.
Operation
Sparger Nozzles are operated by a flow of steam through the nozzle. As shown in Fig. 314-A and 314-C, the jet of steam entrains tank liquid through the suction opening. Condensation takes place immediately upon mixing of the liquid and steam and the stream of heated liquid is discharged through the diffuser into the tank at considerable velocity. The agitating action of the sparger nozzle provides thorough mixing of steam and liquid in the diffuser. This breaks up the steam bubbles to give quiet operation.
Agitation of tank liquid is considerable. For example, a 3⁄8 inch sparger nozzle passes about 3 pounds per minute steam at 40 psig. It entrains a minimum of 26 gpm tank liquid and raises the temperature 14.5° F. in one passage through the nozzle.



Installation
When installing Sparger Nozzles, care should be taken to provide even heat distribution over the area of the tank. The heaters should be installed as near the bottom as possible. If high steam pressures are to be used and the tank is shallow, the heaters should not be pointed directly up, since the agitation may cause splashing at the surface.
The 3⁄8 and 3⁄4 inch sizes are designed for direct insertion into tapped distribution piping 1 1⁄2 inches in diameter or larger. The 1 1⁄2, 2, and 3 inch sizes have female threads for easy installation on pipe nipples welded in the piping.
Sizes and Capacities
To select the number of sparger nozzles required for a given job, multiply the quantity of water in pounds (a cubic foot of water weighs 62.4 lbs. and a gallon 8.3 lbs.) by number of degrees F. temperature increase desired. The result divided by 1000 gives total pounds of steam required to bring the liquid to specified temperature. This figure divided by desired time for heating, in minutes, will give the heating capacity required in pounds of steam per minute. The heating capacity of the various Fig. 314 Heaters is shown on Curve B. The required heating capacity divided by the heating capacity of the selected nozzle at the operating steam pressure will give the number of nozzles required. Determination as to which size nozzle should be used depends upon the number required to give even distribution over the tank. For steam pressure below 20 psi the 3/8” size is preferable. For installations where solids are encountered, the 1 1⁄2”, 2”, and 3” sizes are recommended.




Application
Fig. 315 Circulating Heaters are recommended for use where heating and strong directional circulating action in open tanks are required. This heater must be submerged in the liquid it heats. Only one pipe, for steam, is needed. These heaters are used for heating and agitating the solutions used in pickling tanks in steel plants and foundries, for sterilizing molasses in the fermentation tanks used in alcohol plants, for dissolving chemical salts in the various liquids employed in process work in chemical plants and for any other installations where heating, circulating and agitation of water or other liquids are required.
Construction
Circulating heaters are constructed as shown in Figs. 315 and 315-A, and can be modified to provide the steam connection at the end as shown in Fig. 315-B.
They are supplied in six standard sizes usually in cast iron and bronze as indicated in Table 5 on page 9. Many sizes are available from stock in various materials. When required these heaters can also be made to special order in materials to suit the service.
Operation
Fig. 315-A shows how steam enters the top inlet and flows into a double steam nozzle – one a short, outer nozzle discharging an annular suction jet, the other a long, center nozzle producing a straight, forcing jet. Entrainment action of the suction jet draws liquid into the mixing nozzle and discharge tube where it is heated by the steam. The forcing action of the central steam jet discharges liquid from the heater.
This heater is designed to provide vigorous circulation, agitation, and quick, large capacity heating.
Installation
The Circulating Heater is simple in construction and relatively easy to install. Because the jet discharges in only one direction, there is a back thrust that is likely to cause vibration of the steam pipe. To eliminate this, the heater should be anchored in some way. The usual method of doing this is to locate the heater against a block along the side of the tank.
A typical installation of the circulating heater is shown in Fig. 315-C. The heater is started by opening the stop valve in the steam line, and is shut off by closing this valve. Circulating and agitating action can be regulated by throttling the steam pressure.




Sizes and Capacities
To find the size heater required to heat a tank of liquid to a specified temperature in a given time, multiply the quantity of water in pounds (a cubic foot of water weighs 62.4 lb. and a gallon weighs 8.3 lb.) by the number of degrees F. temperature increase desired. The result, divided by 1000, gives the total pounds of steam required to bring the liquid to specified temperature. This figure, divided by the desired time (in minutes) for heating, will give the heating capacity required in pounds of steam per minute. The heating capacity of a 1⁄2 inch circulating heater operating at specified steam pressure can be read from Curve C. The required heating capacity, divided by the heating capacity of the 1⁄2 inch size, will give the capacity ratio, and the proper size heater can be determined from Table 6.



Application
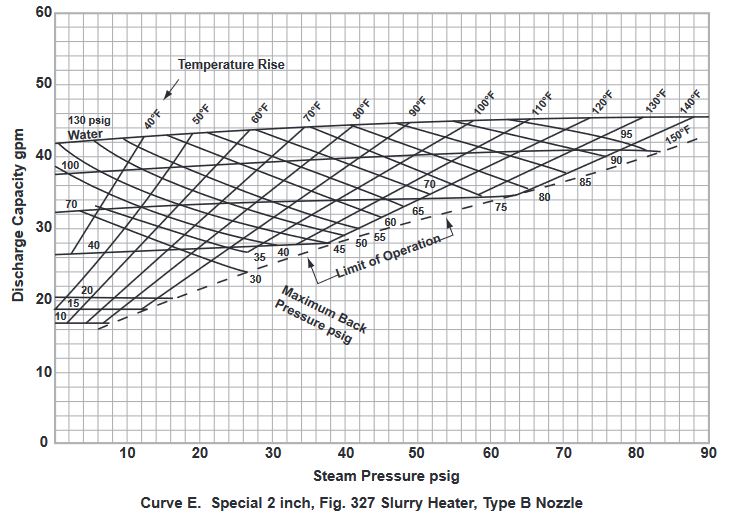
The primary application of the Slurry Heater is in the cooking of grain, mash or starch slurry. Other applications vary from simple pumping of semi-solids to process applications involving reactions caused by addition of steam.
Construction
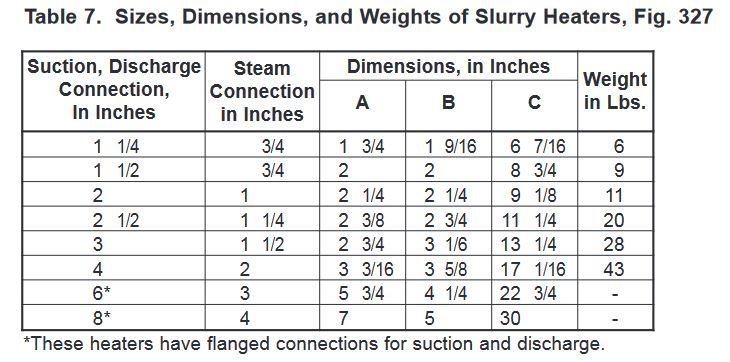
These heaters are made of cast iron or bronze as shown in Figs. 327 and 327-A. They can be made of other materials on order. Sizes 1 1⁄4 inch through 4 inches have threaded connections. The 6 and 8 inch sizes are as noted.
Operation
Cold slurry to be heated is pumped from a container into the heater. Steam enters the heater through the other inlet. An intimate mixing of the slurry and the steam occurs in the venturi throat and the slurry absorbs the heat of the steam. The hot slurry is discharged from the discharge connection for further processing. A regulator in the steam line controls the pressure of the live steam admitted.
Installation
Slurry heaters are installed directly in pipelines.







Application
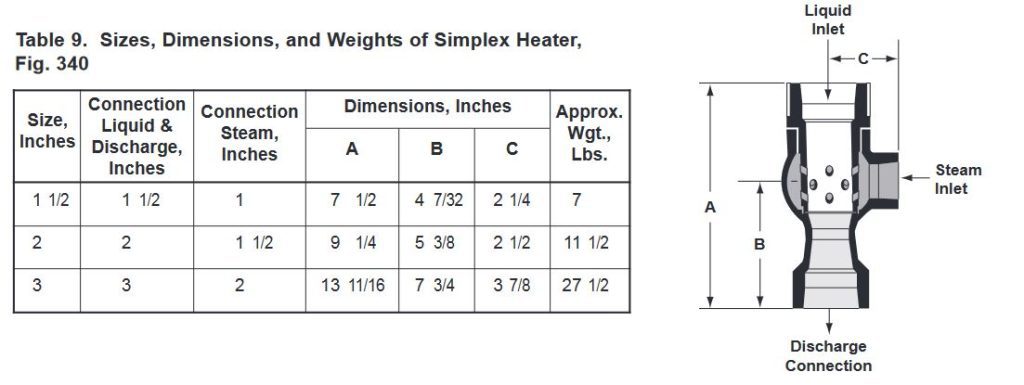
Fig. 340 Simplex Continuous Pipeline Steam Jet Heater is a simple, yet efficient device for low-cost, in-line heating of process liquids by direct steam injection. Designed for direct connection to liquid and steam lines, the heater mixes cold liquid and steam and raises the temperature of the liquid instantly to predetermined levels. When heater is in operation, there is no water pressure drop through the unit.
Construction
The Fig. 340 Simplex Heater consists of a one-piece body and diffuser and a removable combining tube. The straight-through design of the unit permits handling of slurries and liquids with suspended solids and semi-solids as well as clear liquids. The heater can be turned on and off with a minimum of vibration.
These heaters are normally made and stocked in bronze and stainless steel, but can be supplied in other machinable and castable alloys. There are no moving parts to get out of order, adjust, or repair.
Operation
Liquid under pressure enters the heater and flows through the in-line combining tube. Steam enters the heater through the steam connection and passes through the combining tube orifices. Intimate mixing of steam and water occurs in the tube and venturi. Thus, the steam is completely condensed and the liquid is heated before it is discharged into the connecting pipeline.
Capacities
The Fig. 340 Heater, available in three sizes, operates with maximum steam pressure of 180 psig, and a water rate of 15 to 400 gpm. Maximum inlet water temperature is 150° F, and maximum temperature rise is also 150° F. Steam pressure should be at least 5 psi greater than inlet water pressure.


Shown above is the nomograph for determining the capacity, steam pressure, and steam consumption of a 2” heater.
The table of capacity factors, Table 10, simplifies size selection for other flow rates.
Notes:
The following example explains the use of Curve H:
What heater size, steam pressure and rate are required to heat 320 gpm of water at 60 psig from 70° F. to 100° F.
Since discharge capacity (flow rate, gpm) is off curve, refer to Table 10 and divide 320 by 2.3 capacity factor. Locate 139 gpm on discharge capacity scale and project vertically up to the intersection with the 30° F. temperature rise line. From this point, project horizontally across to 60 psig inlet water pressure curve and vertically down to steam pressure of 75 psig.
Return to horizontal projection and across to steam rate of 1,750 pph. Final answer is 2.3 times this figure, or 4,025 pph of steam at 75 psig using a 3” heater size.

Application
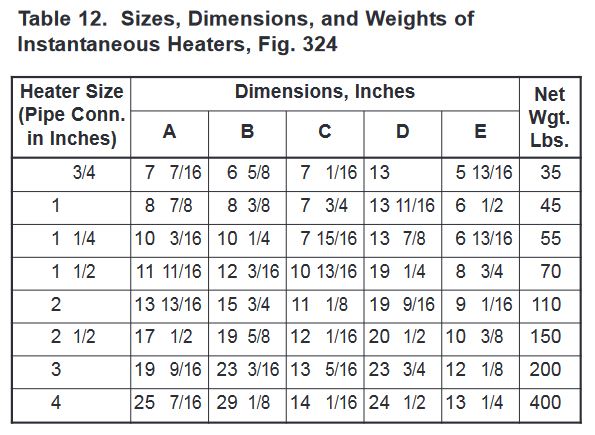
Continuous Heaters are designed for direct connection to water and steam lines. Heaters of this type mix steam with cold water and discharge hot water under pressure. Many plants use these heaters to supply hot water for washing floors and equipment, see Fig. 320-B, below. Fig. 324 “Instantaneous Heaters” are particularly useful as warm water emergency washing units in laboratories and plant areas where safety showers are required.
Construction
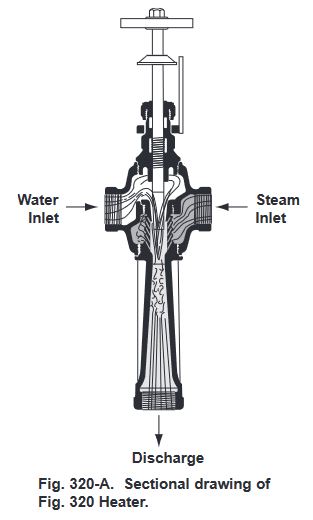
Figs. 320, 321 and 324 Heaters are constructed as shown in the illustrations. These units are equipped with a non-seating screw spindle and handwheel as shown in Fig. 320-A. by turning the handwheel, the spindle can be adjusted to regulate water flow.
The tapered end of the spindle is designed to provide correct proportions of steam and liquid. Flow rates can be duplicated by means of an indicator arrangement which indicates the position of the spindle.
The Fig. 324 “Instantaneous Heater” is equipped with a lever and cock assembly which turns the water on first, then the steam. Thus, this assembly is both an “on-off” control and a safety device. Temperature control can be made automatic by using a thermostatically controlled valve in the steam line. Also, a special device is available to shut off steam should water pressure fail.
These heaters can be made of a variety of materials if corrosive conditions so require. Fig. 320 Heaters are normally made from bronze in sizes up to 3 inches (see Table 10). Many sizes are available from stock. The Fig. 321 Heater with flanged connections is made in a 4 inch size. Fig. 324 “Instantaneous Heaters” are made in bronze with semi-steel plug cocks in sizes from 3⁄4 inch to and including 4 inch pipe connection sizes. These units are assembled with lever and cock arrangement on order.



Operation
In heaters of this type, the liquid under pressure attains a high velocity passing through a nozzle. Steam enters through a series of slanting nozzles in the combining tube and an intimate mixing of liquid and steam occurs in the venturi throat. There, the liquid absorbs all of the heat of the steam. The hot liquid is then discharged into a tank or through a piping system. Water discharge pressure can vary from a slight decrease to an actual increase depending on the specific operating conditions.
Regulation of water flow is obtained by adjustment of the spindle in the water nozzle as noted under “Construction” on page 14.
The pressure of the operating liquid must be at least 5 psig, while the steam pressure may be from 20 inch vacuum to 225 psig. The back pressure against which these heaters will discharge varies with the injection water and steam pressures. It is desirable to have as little back pressure as operating conditions will permit. For operation against back pressures higher than the inlet water pressure, special provisions must be made for starting.
For performance characteristics see Table 13 “Sizes and Capacities”.
Fig. 324 Heaters are controlled by the lever and operate like Fig. 320 Heaters.
Installation
These heaters are designed for direct connection to steam, water and discharge pipelines. Fig. 320-B shows a typical set-up for high velocity tank cleaning. The cleaning nozzle diameter and hot water flow desired determines the size heater required.


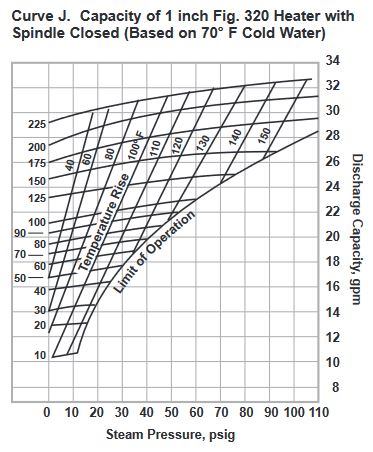
Curves I and J show performance characteristics of the standard 1 inch continuous heater. With the spindle closed, water flow is reduced to about 40% of full capacity and the same temperature rise can be obtained at a lower steam pressure. The following example explains the use of curves and table:
To heat 100 gpm water at 30 psig from 60° F. to 120° F. with steam available at 100 psig.
From Chart I “spindle open”, find the intersection of 30 psig water pressure line with 60° F. temperature rise line. Read horizontally to discharge capacity (33 gpm) and vertically down to steam pressure (23 psig). The capacity ratio is found by dividing 100 by 33 which gives 3. Table 13 shows the capacity ratio of 2.25 for the 1 1⁄2 inch heater and 4.0 for the 2 inch. The larger size should be used.
In use, the spindle should be throttled to obtain the required water flow and the steam pressure required to approximately 23 psig to give the desired temperature rise.
If steam pressure is too low to give the temperature rise desired, two heaters can be used in series to give desired temperature.
The position of the “Limit of Operation” line on these charts is determined by the temperature of the water used. If the temperature is less than 70° F., you can exceed the limit line by the amount of the difference between the temperature of the water and 70° F. if the water is above 70° F., the limits will become more restricted. With water above 120° F., capacity may decrease.